|
 |
|
 |
|
|
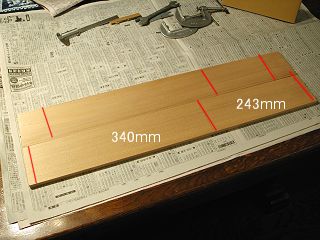
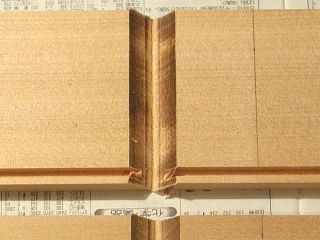
長さ600mmの板に340mmと243mmの間隔でV溝3本を切削します。 上の板の線は裏側のガイドの位置を表しておりトリマーの台座と中心の距離分45mmずらしています。
|
|
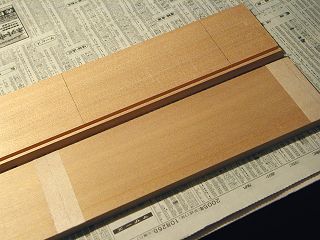
最初は底板落とし込みの溝彫りで底から50mmの位置にガイド板をクランプで供締めしました。 4mmのストレートビットを使うため、底板は3mm浮き上がる事になります。
|
|
|
 |
|
 |
|
|
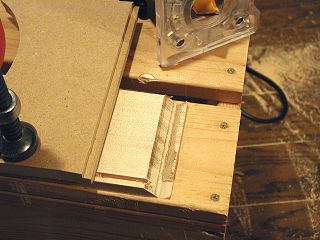
4mmのストレートビットは突出量が5mmとなるよう予め端材にてテストしておきます。
|
|
溝の彫り終わった2枚の側板です。
|
|
|
 |
|
 |
|
|
溝を彫った面(内側になります。)をmini-Shopでも販売開始したハンドサンダーに#400ペーパーを取付け仕上研磨します。 後からだと研磨しにくくなったり隅は研磨不能になるので、この段階で必ずやった方が良いです。
|
|
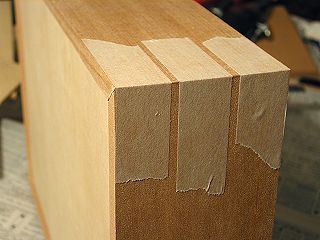
次にV溝の中心位置3箇所(外側)にマスキングテープを貼ります。 上の板は内側の面です。
|
|
|
 |
|
 |
|
|
ガイド板を予め引いた線に正確に当てて材料と工作台をクランプで供締めしV溝切削の準備完了。 こんな時にはバクマ製のワンタッチクランプは作業性がすこぶる良いです。
|
|
V溝切削が終った所ですが、10mmの深さを一気に彫るのは難しいので3回切削しています。 この時ガイド板にぴったり接触させる事とトリマー台座が浮き上がらないようにしないと正確に彫れません。
|
|
|
 |
|
 |
|
|
V溝を切削し終わった2枚の側板。 バリが結構出ますので、ヤスリでそれらのバリを削る必要があります。 私は替刃式のM-20GPを使いました。
|
|
V溝部分のアップ。 切削速度が遅かったのでこのように摩擦熱での焦げ目が付いていますが、この面は接着後見えなくなります。
|
|
|
 |
|
 |
|
|
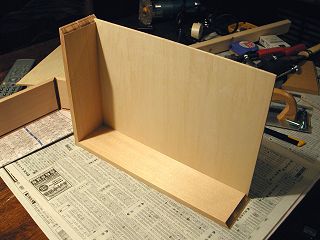
底板を一枚の側板に挟み込みました。 このL字状の角が90度よりも大きかったらアウト!! 先に進む事は出来ません。
|
|
底板の落としこみ部分の具合はこんな感じです。
|
|
|
 |
|
 |
|
|
もう一枚の側板を挟み込みました。 完璧な加工であり全く問題はありません。
|
|
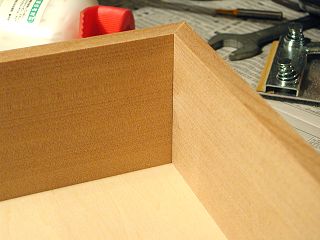
内側の隅はこんな具合です。 全く隙間がなくぴったりと収まっているのが判るでしょう。
|
|
|
 |
|
 |
|
|
接着剤を塗って一気に組み上げです。 2組のL字型の連結部分はこのようにマスキングテープで隙間やずれが出ないよう固定します。 それ以外の圧着保持はしていません。
|
|
貼り合せた後の底の部分です。 若干の(3mm)上げ底式構造が判ると思います。
|
|
|
 |
|
 |
|
|
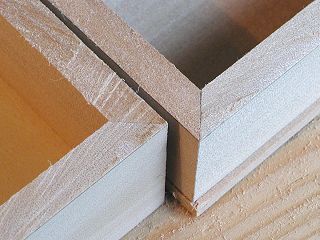
上げ底部分のアップ。 角の45度突き合わせ接合もうまくいっています。
|
|
接着剤が硬化するまで3時間寝かせます。 マスキングテープ以外の圧着保持はしていません。
|
|
|
 |
|
|
マスキングテープを剥がしました。 この時もゆっくり剥がさないとアガチス表面がテープにくっ付いて剥がれる事があるので注意が必要です。 各作業を何度も確認しながら慎重に進めたため、ここまでで1日掛ってしまいました。 材料が高価ですので失敗が許されない為です。 単なる箱として使うのであれば、外回りの仕上研磨をすればこれで完成です。
|
|
|
 |
|
 |
|
|
天板を木工ボンドで貼り付けました。 圧着保持にはハタ金を使いましたが、デリケートな作品には締め付けの微妙なコントロールのできるハタ金が最適です。
|
|
3時間放置し天板は完全に接着されました。
|
|
|
 |
|
 |
|
|
天板の周りはこのように僅かに出っ張りがありますが、これは意識的にしており後ほど面一になるよう成形します。 逆に天板が引っ込むのは具合が悪いです。
|
|
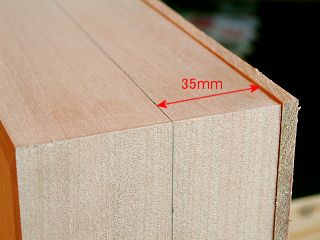
天板下から35mmの所にぐるりと線を引きました。 この線に沿って外側を切断して行きます。
|
|
|
 |
|
 |
|
|
翔250を使って切断開始。 片手切断になりますので特に慎重に! 目は真上でやや前側に置き、2面の線を同時に見るようにします。
|
|
角の部分を完全に切り落とさず僅かに残しておいた方が良い。 そのコツは後ほどまとめて図でご覧にいれます。
|
|
|
 |
|
 |
|
|
この辺りまで切り進んだらかなり楽になります。
|
|
さあ端の角の部分に差し掛かりました。 この後の切断手順は次の図をよくご覧下さい。
|
|
|
 |
|
 |
|
|
こんな位置まで切り込んだら角を僅かに残すために、こんな切り方をします。 慣れないとやりにくいものですが、完全に切り落とすと最後にトラブルの原因になります。
|
|
左の図をクリックした3番目の部分の作業の様子。 箱の中が見えないので若干不安があるかも知れません。
|
|
|
 |
|
 |
|
|
こちらは上の図の最後の作業過程に入っています。 以上の事を3箇所それぞれでやって行けば、途中で箱が割れてバラバラになる事を防止できます。
|
|
そして最後に4箇所の角の切り残し部分を切断し、無事2つに切り離しました。 やれやれ!といったところです。
|
|
|
 |
|
 |
|
|
切断は慎重にしたつもりですがそれでもこんな具合でかなり切り口は汚いです。
|
|
そこでカンナとハンドサンダーに#240ペーパーを付けて成形しご覧のとおりとなりました。
|
|
|
 |
|
|
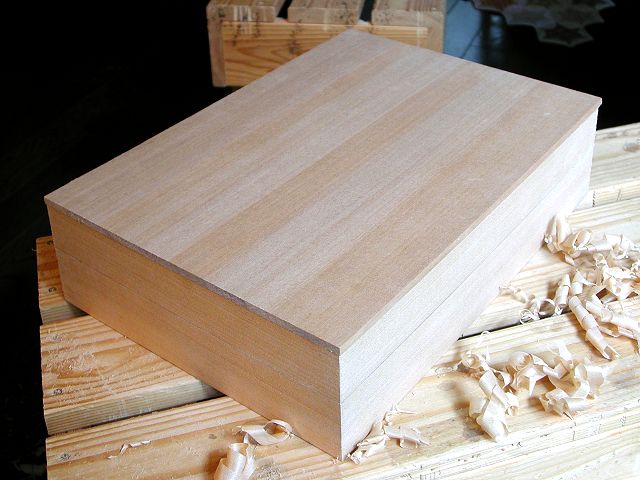
切断面を成形し終わり、重ね合わせた蓋と本体。 以上の方法で製作した場合には、蓋と箱のサイズ、更に木目がぴったり揃いますので、外観的に最高の出来栄えとなります。
|
|
|
 |
|
 |
|
|
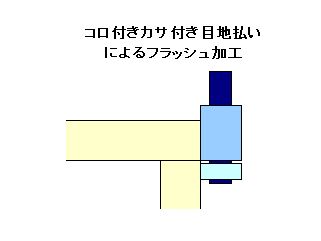
コロ付きカサ付き目地払いビットによるフラッシュ加工。 ストレートビットの刃先がコロの面と同一なので簡単に面一加工が出来ます。
|
|
そのコロ付きカサ付き目地払いビットの刃先出具合の調整。 基本は板厚よりもほんの少し長めにします。 ここでは板厚が5mmですので6mmとしました。
|
|
|
 |
|
 |
|
|
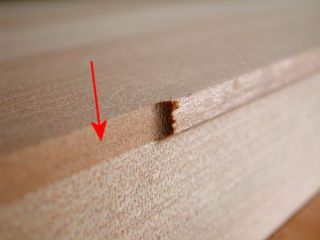
途中まで削って削った所(赤矢印の面)と未だ削っていない部分のクローズアップです。 見事に面一になっています。
|
|
周りを削り終った蓋。 加工所要時間約2分! これをカンナやヤスリで削ったら時間が掛るのと同時に削り込みすぎないよう加工するのは大変です。
|
|
|
 |
|
 |
|
|
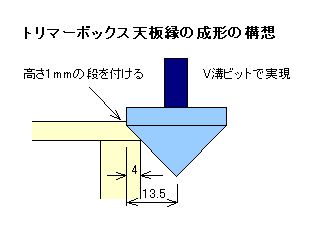
1mmの段差を付けて板の貼り合せ部分を切削後の角とするには、13.5 - 4 = 9.5mmだけビットの中心が側板面から離す必要があります。
|
|
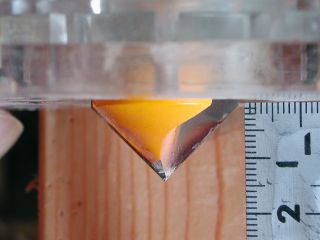
電動トリマーに取付けたV溝ビットの調整。 ご覧のようにビットの垂直な刃の部分が1mm出るよう調整します。
|
|
|
 |
|
 |
|
|
天板端から35.5mmの位置にガイド板をクランプで固定しました。 トリマー台座の端と中心間は45mmなので、45 - 35.5 = 9.5mmとビットの位置は計算どおりとなります。
|
|
切削後の角真横からのクローズアップ。 左上の図の通りに切削されているのが判ると思います。
|
|
|
 |
|
 |
|
|
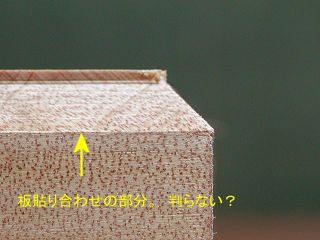
右上の写真共々ご覧下さい。 板の貼り合せ部分に切削した角が来ている為、貼り合せたようには見えなくなっています。
|
|
私には相応しくない表現ですが、成形後のフォルムはシャープで気品のある雰囲気?!が出てきました。
|
|
|
 |
|
|
これで箱部分の加工組み立ては総て終了です。 この後内部にビットを立てる部分の細工を施し塗装前の仕上研磨へと最終工程に進みます。 塗装が完了したらそれこそ素敵な感じになると思います。
|
|
|
 |
|
 |
|
|
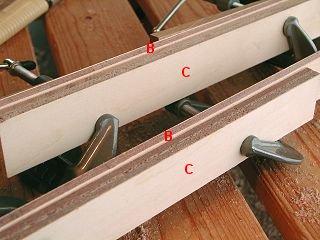
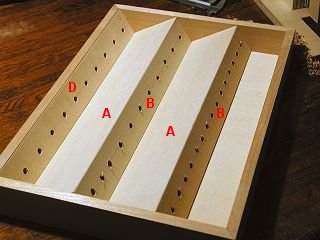
トリマービット立ての製作開始。 BとCを先ず貼り合せます。 Bの端は45度に削られ、Cより突出しています。
|
|
Aの端も45度にカンナで削りました。
|
|
|
 |
|
 |
|
|
Dも現物合せでカンナでこのように削りますが、削る量が多いのでこれは結構大変でした。
|
|
その後でBとDの表面がわにビットを挿し込む穴を直径6mm、深さ10mmであけました。 深さコントロールが容易に可能な電動ドリルアタッチメントが活躍する場です。
|
|
|
 |
|
 |
|
|
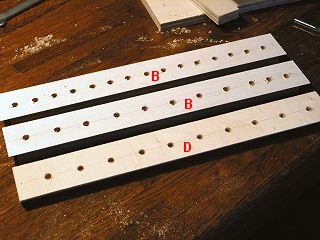
穴のあけ終わったBとD。 穴の内部をヤスリで少し削り容易にビットを挿しこめるようにしておきます。
|
|
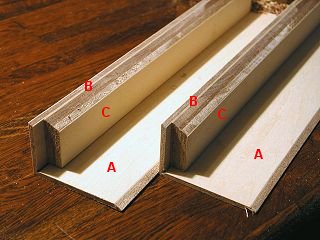
そしてBとAを接着します。
|
|
|
 |
|
 |
|
|
接着が終ったら底板に接触する部分を現物合せでカンナで削り落とします。
|
|
確認の為箱の内部に嵌め込んでみましたが、まだ接着はしません。
|
|
|
 |
|
 |
|
|
使用した塗料。 油性ウレタン着色ニスで、オーク色(こげ茶色)とマホガニー色(暗赤色)を選んでいます。
|
|
1回目の塗装後。 薄め液を20%加えているため1回目はこの程度にしか濃度が上がりません。 蛍光灯下で撮影したせいかやけにマホガニー色の赤が強く見えます。
|
|
|
 |
|
 |
|
|
塗装2回目。 右上と違い箱本体は左右の位置が変わり上下も反対です。 アガチス面(右)は光の具合でアガチス独特の反射で明るく見えますが、左のシナ合板底面は濃度が上がりました。 ビットホルダーは片面塗装なので3回塗っていますが、あまり濃度が上がっていません。
|
|
箱の塗装は3回目後、ビットホルダーは4回目後で、これなら良いだろうとの濃度になりました。 ビットホルダーは相変わらず見た目よりも写真では赤味が強く出ています。
|
|
|
以下の写真は自然光で撮影していますので、見た目の感じにより近くなっていると思います。
|
|
|
 |
|
|
塗装が乾燥後ビットホルダーをエポキシ接着剤で貼り付けた上、蝶番、たすき、ドイツ錠を取り付けて完成しました。 蝶番の固定位置の調整とクリヤーパンポンの使用により、上下の合わせ目には約2mmの隙間を敢えて設け内部に湿気がこもるのを防いでいます。
|
|
|
 |
|
|
トップ面の艶の様子を見るため逆光で撮影。 上品な7分艶といった感jです。
|
|
|
 |
|
 |
|
|
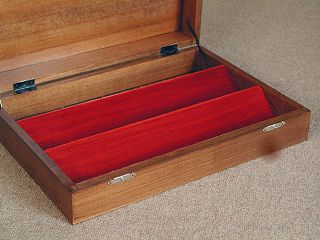
蓋を開けたところ。 たすきを使いましたので、開口角度はこれがほぼ最大になっています。
|
|
たすき部分のアップです。
|
|
|
 |
|
 |
|
|
左に見えるのはドイツ錠で、右の角にはクリヤーパンポンが貼ってありこのために約2mmの隙間が蓋を閉めても生じます。
|
|
アガチスの塗装面のアップ。 きめ細かくて大変美しい質感です。 右端は半艶により白っぽく見えます。
|
|
|
 |
|
|
早速トリマービットを収めてみました。 私の所有品以外に現在テスト中のものも加えたところご覧のように満杯になって
しまいました。
|
|
電動トリマービットは高価なものですし刃物ですから互いにかちゃかちゃぶつかるような保管は刃を痛めてしまいます。 大切に保管するにはこういった電動トリマーで作る箱が簡単に出来てしまう為、是非ともお奨めします。Copyright (C) 2001-2019, Vic Ohashi All rights reserved.
 それに使用するトリマービットとしてMB-12.7Gという型番で、「コロ付きカサ付き目地払い」とい
それに使用するトリマービットとしてMB-12.7Gという型番で、「コロ付きカサ付き目地払い」とい