|
 |
|
 |
|
|
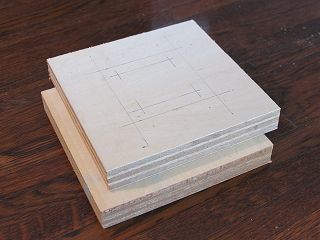
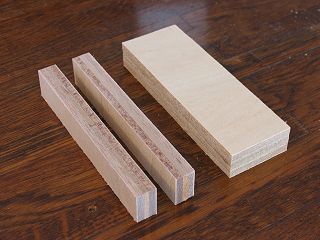
端材の18mmシナ合板から切り出した120 x 120mmが2枚。 水準器以外で必要な材料はこれだけです。 合板であればラワンでも或いは12mm 3枚、15mm 2枚でもOKです。
|
|
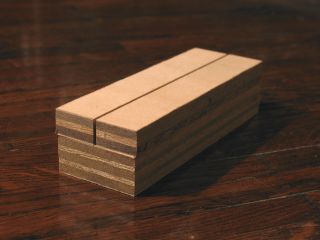
少々大袈裟かもしれませんが板に木工ボンドを塗った上でバクマクランプ4本を使って4時間圧着保持しました。 切断時の僅かな寸法誤差が残っていますが、それは後で修正します。
|
|
|
 |
|
 |
|
|
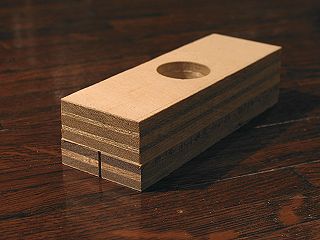
円盤状水準器を埋め込む穴を25φフォスナービットであけました。 電動ドリルドライバーに水平・垂直だし水準器付きで(矢印の先)、比較的正確に穴あけが出来ます。
|
|
円盤状水準器(CR24)を落とし込んでみました。 穴の深さが12mmあり水準器はもぐってしまいますが、それには理由があり後ほど説明します。
|
|
|
 |
|
 |
|
|
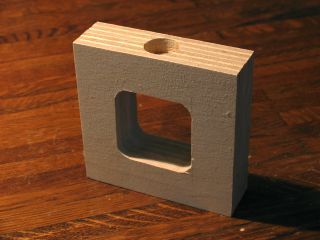
重量軽減と握りやすさを考え中抜きをしました。 この穴の大きさは適当で加工精度はまったく気にする必要はありません。 私は4隅に20φフォスナービットで貫通穴をあけてからジグソーで切り抜き、替刃式ヤスリ(M-20GPとDR-1000P)で仕上げました。
|
|
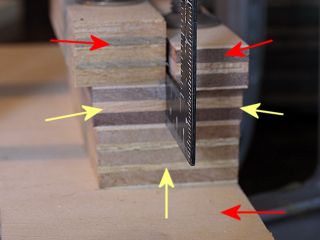
外周のうち2面(寸法図の青線の面)は慎重に平面だしと直角出しをする必要があります。 私は替刃式直角ヤスリで少しずつ削りその都度曲尺をあてて確認しながら仕上げました。 写真は逆光で撮影し少しの隙間でも発見できるようにしていますが、ご覧のように隙間は全く見えず正しく平面と直角が出ています。
|
|
|
 |
|
|
周囲の塗装前仕上げ研磨と角を丸める作業は水平・垂直・直角の読み取り精度には関係ありませんが、見掛け上の完成度に影響しますので念入りにやりました。 これで予備加工の全てが終わりです。
|
|
|
 |
|
|
2つのミニ水準器本体を着色し水性ウレタンニス3回塗りで仕上げました。 3回塗りとなると乾燥の速い水性ウレタンニスでも結構手間と時間が掛かりますが、出来上がった物を長年使っていこうと言う心の表れです。 大きい方の右側面に未塗装部分がありますが、ここにはこの後アルミ板を貼り付けます。
|
|
|
 |
|
 |
|
|
1番目のタイプの側面と底面に2mm厚のアルミ板をエポキシ接着剤で貼っています。 かなり大袈裟な感じですがアルミ板どおしは直交しないといけないので、直角出しジグを使って直角を保ちながら圧着保持しました。
|
|
その直交部分のクローズアップ。 直角出しジグがこんなところで役立つとは夢にも考えませんでした。
|
|
|
 |
|
 |
|
|
5分後に硬化開始タイプのエポキシ接着剤を使いましたが、現在は気温が低いので5時間後にクランプを緩めました。
|
|
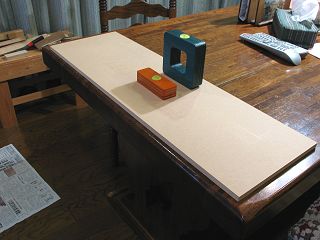
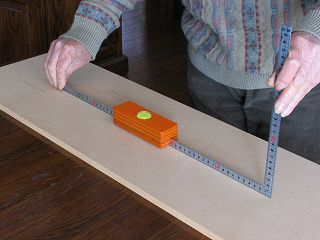
水準器の埋め込みには平らなところが必要ですが、私が使ったのは15mm厚のMDF端材で長さ910mm、幅300mmのもので、食卓のテーブルに載せて水平出しには裏に紙を挟んでやります。
|
|
|
 |
|
|
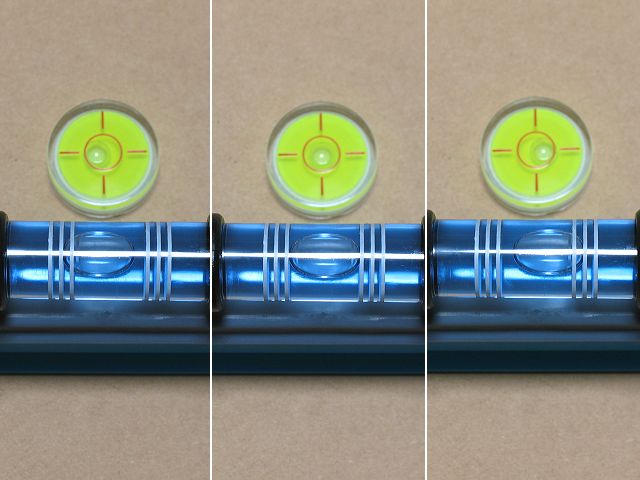
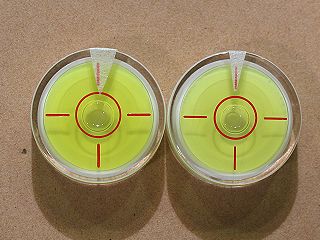
少々脱線ですが以前からCR-24の表面の赤い○の意味が気になっていたので、ブルーレベルProと比較してみました。 ご覧のとおりブルーレベルProの勾配1/100の目盛りに気泡が接した時にCR-24の気泡は赤丸の部分に接触しています。 ということは、赤丸に接触した時には1/100勾配(1mで1cm高さが変わる。)になっていると判断して良さそうです。 これはCR-24の精度をチェックする際の大きな助けになりますし、1/100勾配が読めること自身便利です。(この件はメーカーは公表しておりませんから絶対保証と言うわけではありませんが。)
|
|
|
 |
|
 |
|
|
CR-24自身の精度を確認しておこうとの実験です。 途中で回転するため2個のCR-24に3角に切ったマスキングテープを貼り板の上に載せてCR-24で水平出ししました。 そして2個のCR-24を180度回転させたのが右です。 左のCR-24は誤差が多めですが上の件から算出すると約2.0mm/m、右は1mm/m程度で規格値(±2.5mm/m)以内のようです。 そこで今回はそのまま埋め込むことにしました。
|
|
|
 |
|
 |
|
|
埋め込むにはウッドエポキシを使いますが、2液を十分練って混合してからCR-24の底面と水準器本体に埋め込んでやります。 通常のエポキシ接着剤と異なり、固めの粘土のような状態ですから垂れることはありません。
|
|
CR-24をひっくり返して穴に落とし込み上からぎゅっ!ぎゅっ!と強く押し込んでから気泡が中心に位置するように周囲を少しずつ押して調整すれば終わりですが、念のために全体を180度回転させて気泡の位置がずれないことを確認した方が良いでしょう。
|
|
|
 |
|
|
こうして埋め込んだ後は24時間以上触らず寝かせてやらないとなりません。(完全硬化後はまったく外せなくなりますがそれには1週間程掛かります!) 24時間後に水準器部分には触れないようにブルーレベルPro共々並べて比較した写真がこちらです。 ブルーレベルProは±1mm/mの精度を持っていますが、それと比較しても遜色ないと思います。
尚水準器を埋め込む時にブルーレベルProとの比較は私はあえてやりませんでした。 というのはブルーレベルProのような高精度の水準器がないと精度が出せないのではあまり意味が無いからです。 従ってこの写真と次の写真における比較結果には、高精度水準器無しでも高性能な物が作れる!という意味で大変満足しています。
|
|
|
 |
|
|
上の写真とそっくりですが、下の板(幅910mm)の右端に9mm厚の板を挟みました。 従ってほぼ右上がりの1/100勾配になっています。 中央のブルーレベルProはメーカーの表示どおり1/100勾配の線に気泡が触れています。 また自作した上下の何れも気泡は赤丸に接触しており、以前の実験結果と同様1/100勾配になっていることが確認できました。
|
|
|
 |
|
 |
|
|
1番目の水準器の使い方です。 水平状態を見る方法は説明不要と思いますが、垂直度確認はアルミ板を貼った面を測定面に当ててこんな具合にやります。
|
|
また直角度を見るにはアルミ板を貼った面をこのように当てて妙な隙間が出ないかを確認します。 1辺が120mmしかありませんから曲尺が入らないような時に好都合です。
|
|
|
 |
|
 |
|
|
2番目の水準器で垂直度を見るには曲尺をこのように底の部分に挿し込んで使います。
|
|
そしてこのように曲尺の長手方法に挟めば50cmの水準器に化けてくれます。(溝の深さは12mmですので幅15mmの曲尺の縁が僅かに突出し測定の基準になります。)
|
|
|
 |
|
|
ただ作ったと言うのではなくて、それぞれがきらりとした何かを持っている水準器になったように思います。 オレンジ君、エメラルドブルー君、何れも費用的には24φの円盤型水準器のコスト+αで出来上がりました。 3種類のそれぞれの特色を生かした少々贅沢な運用が今後可能になりますが、今回作った水準器のいずれか1個があれば日曜大工において十分その力を発揮してくれるでしょう。
|
Copyright (C) 2001-2019, Vic Ohashi All rights reserved.
 2種類のミニ水平・垂直測定具に使用する水準器(レベル)には24φの円盤状水準器1個を
2種類のミニ水平・垂直測定具に使用する水準器(レベル)には24φの円盤状水準器1個を


 この辺りを理解するのに左の図をご覧下さい。
この辺りを理解するのに左の図をご覧下さい。