HOME
サイトマップ
アマ的手法
設計/検討編
加工/塗装編
情報/協力編
材料
工具
作品一覧
大型作品
小型作品
入門作品
特殊作品
LED照明
子供向け
リンク
mini-Shop
効率の良い板材の切断方法
2004/07/02
今回のテーマは要領の良い作業方法についてだ。 板材の切断は替刃式ノコギリでもっぱらやっている私だが、少しでも効率を上げるために一度に切断するべき線を全て引いてしまってから切っている。 このような場合には最終的に求める材料寸法に対してノコギリによる切り幅分だけ引く線の間隔は長くしてやらないとならない。
この切り幅分を足してゆく計算が結構面倒で下手をすると間違って印しを付けたために寸足らずになってしまったり、長く切ってしまうことをしでかしやすい。 ところが実体験の積み重ねの中で実に上手い方法を考え出し、その方法によって切断前に予め全ての線を引いてしまってから切ることに専念している。 この切ることに専念する!というのは意外に大事で、正しく精度の高い切断をするには、他の作業を合間に入れずに連続して切断に集中した方が高い切断精度が確保できる。
(少なくとも私にはそんな癖がある。)
替刃式ノコギリで一世を風靡している
ゼットソー
265
(上)と互角の性能を持つ
翔 265
(下)。
何れも一般的な横引きの木材切断用でコストパフ
ォーマンスに優れ初心者でも使いやすく最初の1本
として最適である。
しかも後述の
8寸目
/
翔 250
、
7寸目
/
翔 220
等
へは替刃のみを替えるだけで変更可能なのが嬉し
い所だ。
こちらは刃と刃の間隔が小さくなった
(ピッチが細か
くなった)
ゼットソー8寸目
(上)と同等の性能を持
つ
翔 250
(下)。
見た目では僅かな違いだが実際に切って見ると驚
くほど切り口に差が出てより精密な切断が可能。
ゼットソー265
で言われる食い付きの問題もなく、
日曜大工中級者以上にVic Ohashi 超お奨めのノコ
ギリである。
更にピッチが細かくなり超精密切断用として胴付き
ノコギリでは胴が邪魔して困る切断用にもってこい
の
ゼットソー7寸目
(上)と同等の性能の
翔 220
(下)。
精密加工はよいのだが
265
に比較するとノコギリ
の板厚は
33%
も薄いため曲がりやすく、正しく使う
にはかなりの慣れを必要とするので上級者向けの
ノコギリである。
本題に入る前にノコギリの切り幅について整理して見たい。 替刃式ノコギリとして長年推奨してきた
ゼットソー3機種
及び最近テストの結果これも
GOOD!
と評価した、
翔シリーズの3機種
のメーカー発表スペックを一覧にし、また実際に切断したときの切り幅をノギスで測定して一覧にして見た。 この測定法詳細はこの項の最後に補足として付け加えたのでそちらを参照願いたい。
型番
刃渡り
板厚
切り幅
用途
実切り幅(単位mm)
ゼットソー265
265mm
0.6mm
0.92mm
一般用
最大
1.10
、最少0.95、平均
1.03
翔 265
265mm
0.6mm
0.90±0.05mm
一般用
最大
1.10
、最小0.90、平均
0.99
ゼットソー8寸目
250mm
0.5mm
0.66mm
精密切断用
最大
0.80
、最小0.65、平均0.70
翔 250
250mm
0.5mm
0.65±0.05mm
精密切断用
最大
0.80
、最小0.70、平均0.75
ゼットソー7寸目
225mm
0.4mm
0.56mm
超精密切断用
最大0.70、最小0.65、平均0.68
翔 220
220mm
0.4mm
0.60±0.05mm
超精密切断用
最大0.80、最小0.70、平均0.73
この結果を見て気が付くことは次のようなものである。
1.ゼットッソー265
又は
翔265
で切った場合、実切り幅はばらつきを考慮すればほぼ同じと考えてよく、
1mm
を若干超えること
があり、平均値も殆ど
1mm
になる。
2.8寸目
/
翔250
の場合も実切り幅はほぼ同等であり、切り幅が
1mm
を超えることはなくて最も大きい場合で
0.8mm
、平均で
0.65-0.7mm
となる。
3.7寸目/翔220
においては板厚は同じながら
翔220
のほうがアサリが若干大きい分だけ実切り幅も
翔220
の方が大きいよう
であるが、実使用上の差異は殆ど感じないであろうと思われる。 何れにしても
8寸目/翔250
に比べるとほんの少し切り幅
は小さい。
そしてこれらの結果から次のようなことが導かれる。
1.
切断後切り口を成形しないのであれば、
ゼットソー265
/
翔265
を使って切断線の間隔を
1mm
ずつ長くすれば、実用上問題
ない切断が効率よく出来る。
(家具などの製作には向かないが、家具などより1歩ラフであっても良い建築関連或いはリフォーム作業に適用できる。)
2.
家具などで特に組み立て精度や直角出しが重要な場合には、切断後切り口をカンナや木工ヤスリで成形が必要になるが、
切断線の間隔を
1mm
ずつ長くした上で、
ゼットソー8寸目
/
7寸目
か
翔250
/
220
を使って切断することにより、ほんの少し
(
0.2-0.3mm
)
部材は長く切断されることになる。 そしてカンナやヤスリを使うことによりこの長い分がなくなりドンピシャサイ
ズに仕上げることが出来る。
以上は、
「ノコギリで正確に切断できるようになったら」
との但し書き付きのノウハウだが、このコツについては
こちら
をご覧頂きたい。 慣れれば
±0.2-0.3mm
で切断できるので、上記と合わせて効率よい切断作業が可能になる。
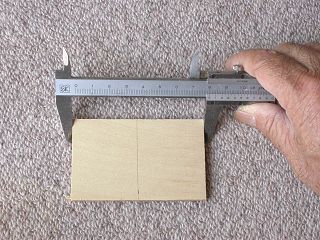
実切り幅の測定方法
次のような方法で実切り幅の測定を実施しています。 切断時に押さえにくい小さな板を切断したので、得られた切り幅は傾向として大きめに出ているようですが、その影響により判断を誤るようなことはないと思います。
これらの板は小型のノギスで測れるよう
80-100mm
幅となっており、ほぼ中央に線が引いてあります。
ノギスで切断前の実幅を測定しておきます。 当然
0.05mm
のオーダーまで読み取りました。
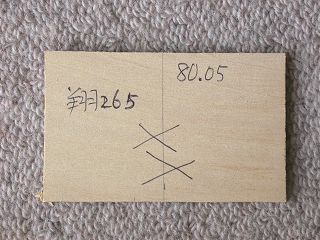
その結果を使用するノコギリ名と共に板に記入しておきます。
X
マークは切り離してもどの板の切り離したものかが判るための合印です。
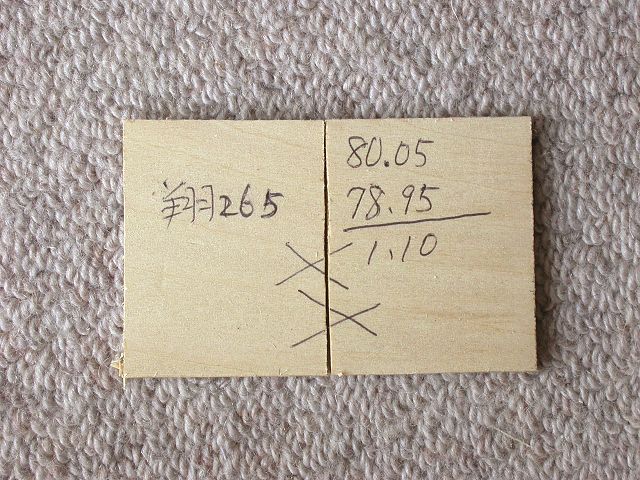
切断後に切り口をぴったりと合わせて総幅を
0.05mm
のオーダーまで読み取ります。
その結果を記入し切断前の数値から差し引いた値が実切り幅となります。 これを各ノコギリで5回づつ切断してその最大値、最小値、平均値を一覧にしました。
Copyright (C) 2001-2019, Vic Ohashi All rights reserved.