|
 |
|
 |
|
|
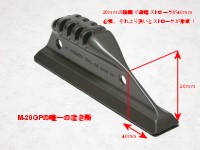
替刃式平ヤスリを作る材料のアルミ押し出し材。 幅25mm、長さ300mm、厚さ5mmでちょっと長すぎますがこのまま加工します。
|
|
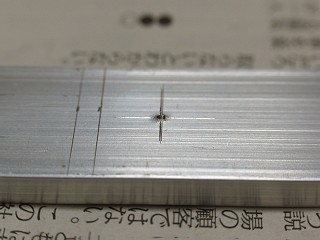
線引きしてから穴位置にセンターポンチで窪みを付けます。 穴の位置の精度はこのテーマの製作では最も重要な部分で、穴位置がずれると替刃がうまく固定できなくなります。
|
|
|
 |
|
 |
|
|
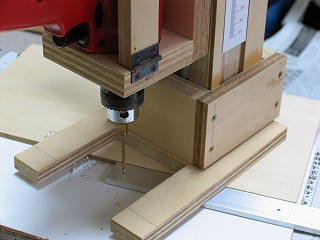
M3のネジを切るには2.5φのドリルで下穴をあけます。 垂直にあくよう自作電動ドリルアタッチメントを使っています。
|
|
2つの穴位置が正確にあいたかどうかを替刃を当てて確認しました。 ご覧のとおり問題ない精度のようです。
|
|
|
 |
|
 |
|
|
M3の雌ネジを切るにはこんな道具が必要です。 T字型の大きい部分がタップハンドル、それに取り付いているのがM3のタップです。
|
|
2.5φの下穴にタップの先を差し込んでネジ切り中です。 これらの道具は結構高価ですから、3.2φの貫通穴に置き換えてM3のネジとナットで固定する方法でやる手もあります。
|
|
|
 |
|
 |
|
|
ネジを切り終わったら9-10φの鉄工ドリルで皿もみをしてやります。 どこまで削ればよいかは削った寸法より現物合わせで替刃を当てて浮き上がらずにぴたっと嵌りこむようにすれば良いです。
|
|
替刃両端の折り曲げ部分を落とし込む部分をヤスリで削りだし加工作業が終了です。 写真を撮りながら約2時間弱の所要時間でした。(穴あけの精度以外は余り誉められない雑な加工でしたが?)
|
|
|
 |
|
 |
|
|
M3皿ネジ 長さ3mmで替刃を固定し完成です。 本格的に仕上げるには木製のグリップを取り付ければよいのですが、私はこのまま使います。
|
|
反対側。 皿ネジの先は飛び出していませんから、狭いところで作業してもネジが当たることはありません。 またナット併用で固定しても約1.5mm飛び出る程度ですから実用に大きな支障はないでしょう。
|
|
|
 |
|
|
出来上がった替刃式平ヤスリとM-20GPのツーショット。 M-20GPと同じように出番が多い工具になりそうです。
|
|
Copyright (C) 2001-2019, Vic Ohashi All rights reserved.