2005/07/08
東京都の福山様から電動ドリルアタッチメントの続報が届きましたのでご紹介します。
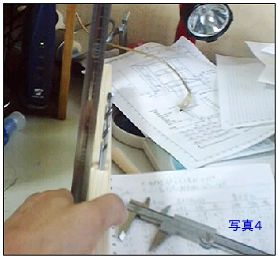
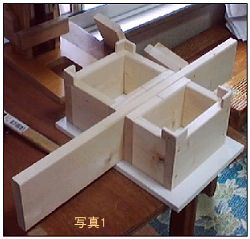
ワンバイフォー材を木ダボでつなぎ合わせる為のジグを追加されていますが、単にそれに留まらずどの位の精度で穴あけが出来ているかのテストをされた報告をされています。
私の経験では木製であることから来る撓みや加工・組立て精度に起因し、完璧な垂直度を保つのはかなり難しいと思います。 しかし福山様も気づかれておられるように、実用上充分な精度で加工できておりアタッチメント無しに比べれば遥かに改善されていると思います。
かなり拘った精度のテスト結果。 とくとご覧下さい。
|
|
 Dear Dr Vic,
Dear Dr Vic,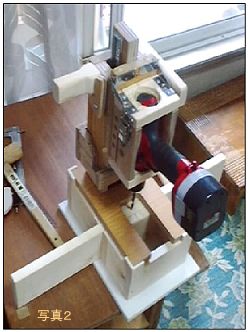 我が家の本をかき集めて、3畳の図書室を作りました。
我が家の本をかき集めて、3畳の図書室を作りました。